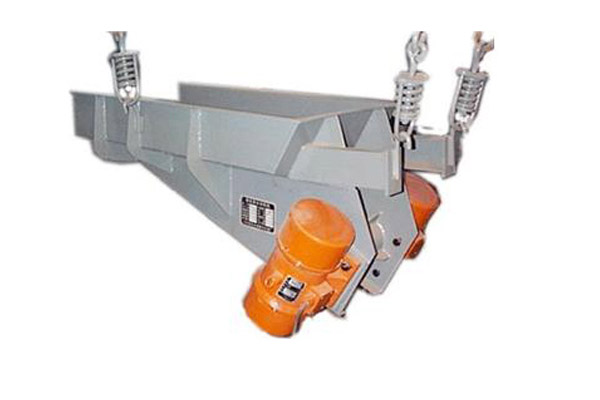
GZV微型振動給料機用途
振動給料機用于粉料、顆粒狀 物料的給料、配料及定量自動包裝等生產流程中,并可以實現生產流程的集中控制和自動控 制。振動給料機廣泛應用于輕工、化工、糧食、食品、商業等各行各業中。
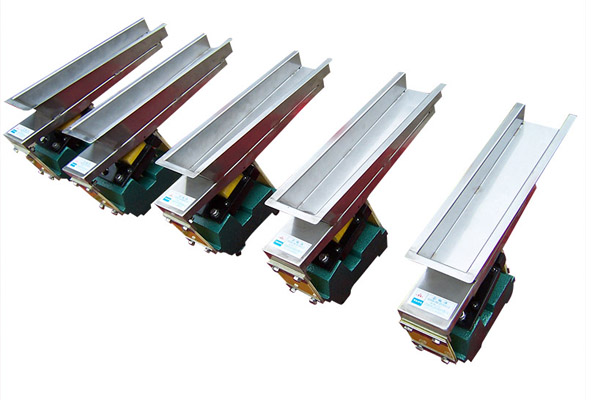
GZV微型振動給料機特點
- 體積小、重量輕、結構簡單、安裝方便、運行費用低。
- 振動給料機由于采用了近共振原理,因而消耗電能小。
- 本系列振動給料機采用可控硅半波整流供電,在使用中可以無級地調 節給料量。
- 給料機在給料過程中連續地被拋起,因此給料槽的磨損較小。
微型振動給料機技術參數
GZV系列振動給料機共六種型號,其性能和基本參數詳見表格| 型 號 | GZV1 | GZV2 | GZV3 | GZV4 | GZV5 | GZV6 | |
| 生產能力(t/h) | 0.1 | 0.5 | 1 | 2 | 4 | 6 | |
| 雙振幅(mm) | 1.5 | ||||||
| 振動頻率(r/min) | 3000 | ||||||
| 有功功率(W) | 5 | 8 | 20 | 25 | 30 | 50 | |
| 重量(kg) | 4 | 7 | 12 | 18 | 27 | 45 | |
| 控 制 裝 置 | 控制方式 | 可控半波整流 | |||||
| 型號 | XKZ-5G2 | ||||||
| 供應電壓 | 220V | ||||||
| 頻率 | 50HZ | ||||||
| 電流(A ) | 0.10 | 0.15 | 0.20 | 0.30 | 0.35 | 0.80 | |
| 控制箱外形尺寸: 200x165x100 168x160x80 | |||||||
注:生產率按物料容重要1.6T/M3計算。
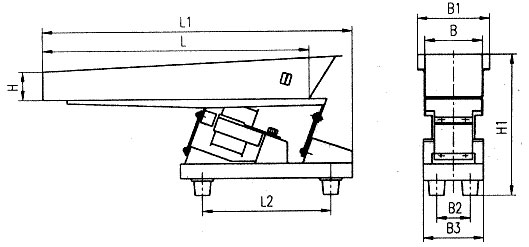

| 型號 | B | B1 | B2 | B3 | L | L1 | L2 | H | H1 | H2 |
| GZV1 | 40 | 60 | 50 | 80 | 200 | 273 | 95 | 20 | 155 | 120 |
| GZV2 | 60 | 80 | 50 | 80 | 300 | 374 | 95 | 30 | 168 | 120 |
| GZV3 | 80 | 110 | 60 | 100 | 400 | 480 | 224 | 40 | 222 | 160 |
| GZV4 | 100 | 130 | 70 | 120 | 500 | 568 | 310 | 50、 | 256 | 190 |
| GZV5 | 120 | 150 | 70 | 120 | 550 | 630 | 310 | 60 | 295 | 190 |
| GZV6 | 200 | 240 | 120 | 180 | 600 | 760 | 440 | 70 | 300 | 220 |
工作原理
GZV系列振動給料機由給料槽、彈性系統、銜鐵、鐵芯、線圈、機座、減振彈簧等部分組成。槽體以及與槽體聯接的銜鐵構成質量mt,機座及與之聯接的鐵芯、線圈構成了質量m2。ml和用板彈簧聯接起來,使系統構成一個雙質點近共振系統。電磁線圈由單相交流電經可控硅半波整流后供電,系統在電磁力作用下作受迫振動。 給料機的料槽在振動過程中不斷將物料向前方拋起,從而達到給料的目的。
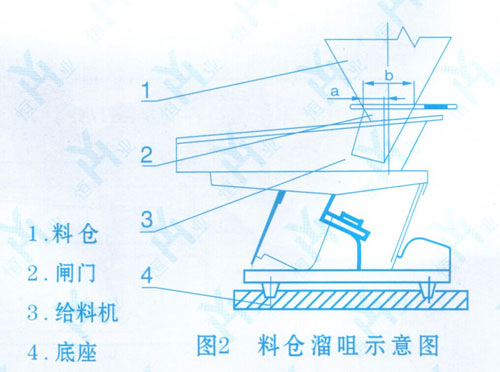
料倉的設計與安裝
1、本系列電振給料機設計時未考慮倉壓 影響,為保證給料機的正常運轉,在配置料倉時應注意以下幾點:(1)料倉出口與給料槽之間應留有5毫米 左右的間隙,以保證料槽在振動過程中不受料倉的影響。
(2)料倉出口應設計有斜溜咀,以免料柱的垂直壓力直接壓在給料機上,否則將嚴重影響給料機的效率。
(3)料倉開口尺寸應能保證獲得足夠的料層厚度。同時為了調節料層厚度應設置閘門。料倉配置型式參看圖2,一般情況下,a與b的比值為1/4左右。
2、GZV系列給料機為座式結構,安裝時平放于支撐臺板上即可。
微型振動給料機試車和調整
給料機出廠前已經調試好,一般無需現場進行調試,試車中或檢修后發現性能達不到要求,可進行必要的調整。
試車安裝好的電振機與控制機與控制箱接通,打開電源開關,調節電位器旋鈕,逐漸增加電流,同時觀察槽體上的振幅牌所示振幅,當振幅達到1.5mm時,電流應等于或小于額定值, 經過1小時的運轉,運轉中振幅除隨電網電壓波動而變化外,應緩慢上升或不上升,但不應連續下降。否則,必須進行必要的重新調整:電振機應注意保證在不撞擊狀態下運轉。 | 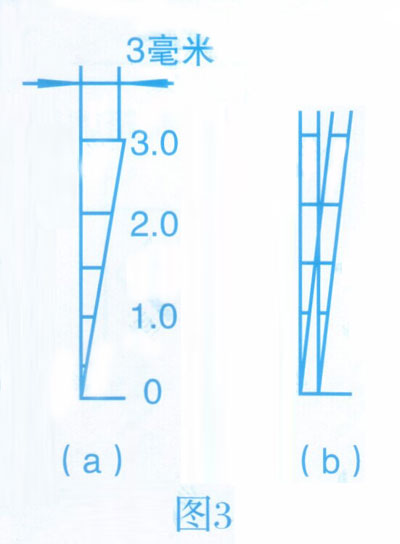 |
調整
- 先采用螺釘調整法。即調節板簧緊固螺釘的松緊程度,使其達到上述試車中的正常運轉要求;
- 板簧片數調整法。即用增減板簣片數來改變彈性系統的鋼度以達到正常運轉的要求;
- 氣隙調整法。即用改變氣隙大小來增減激振力以達到正常運轉的要求,但調整氣隙后不得使電流值大于額定值的情況下試車運轉,此法一般不多采用,氣隙值應保持在1.8-2.3mm 為宜。
使用
(1)振幅的測量振幅指示牌如圖3(a)所示,只是部分為一直角三角形。當指示牌與槽體一起振動是,由于視覺暫留,直角邊與斜邊形成一個交點,其交點所對應的標尺數即為被測槽體的雙振幅。當雙振幅為2毫米時,交點就對應在標尺2處,如圖3 (b)所示。
(2)生產率的調節
給料機生產率的調節通常采用如下兩種方法:
a)調節給料機的振幅,在額定振幅范圍內,通過旋轉控制箱電位器旋鈕可以 直接調節振幅,從而可以無級地調節給料機的生產率。
b)調節料倉閘門的開度,改變料層厚度,也可以達到調節給料機生產率的目的。
(3)運行維護
給料機運行過程中必須經常檢查振幅及電流的穩定情況,如遇板彈簧斷裂,鐵芯和銜鐵之間氣隙發生變化或撞擊,必須立即停車處理。
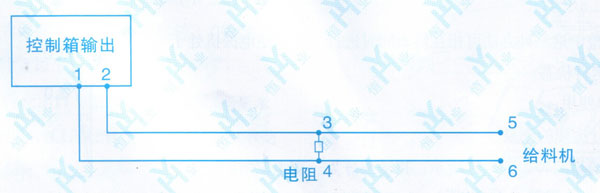
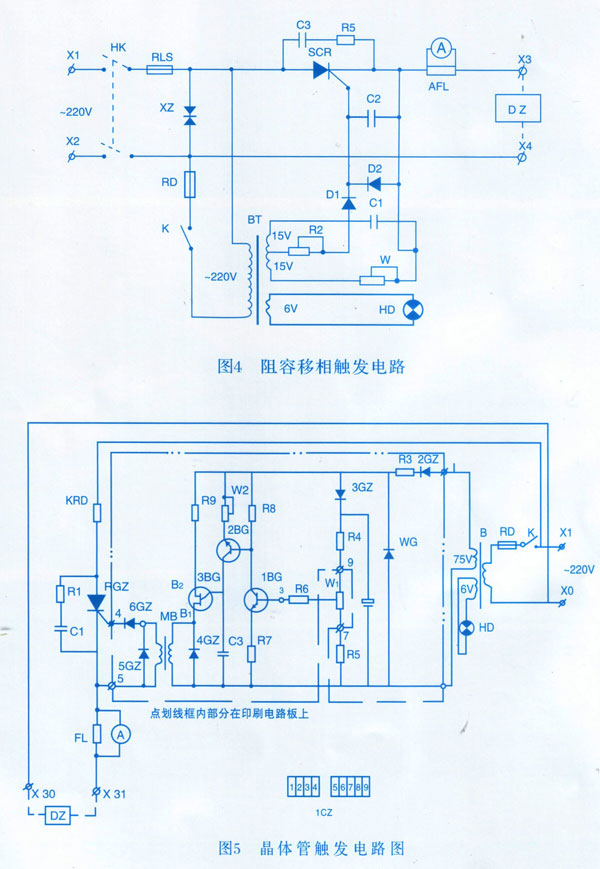
電控箱電原理圖
圖4所示為阻容移相角撥電路原理圖,圖5所示為晶體管觸發電路原理。其它如需各種 形式的自動控制電控箱,可按要求制作。七、隨機技術文件
本機出廠時隨機攜帶如下技術文件
1、產品說明書。
2、產品合格證。
電阻技術文件